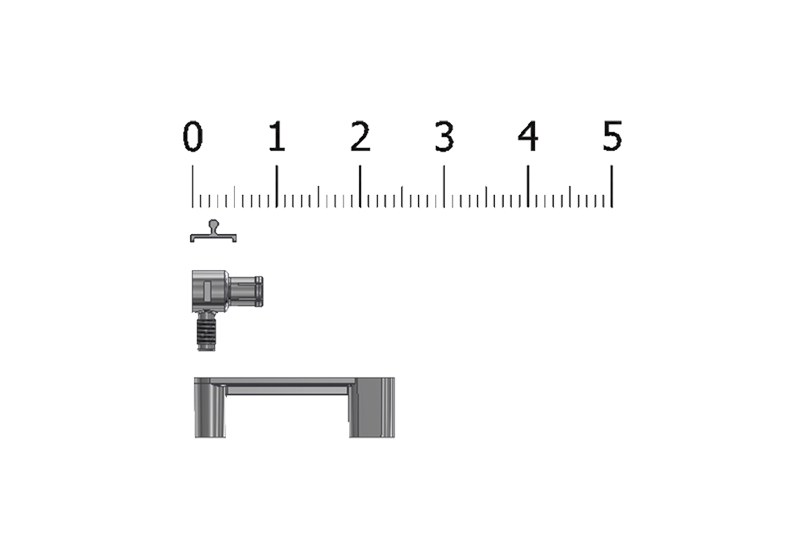
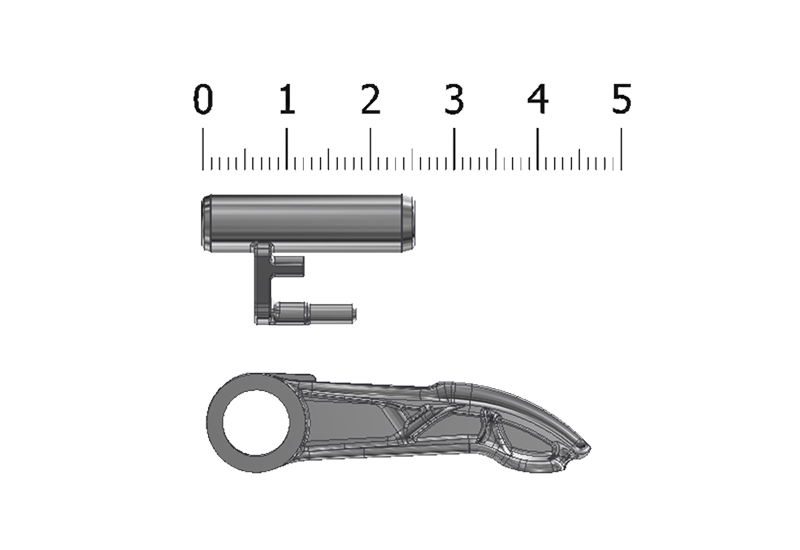
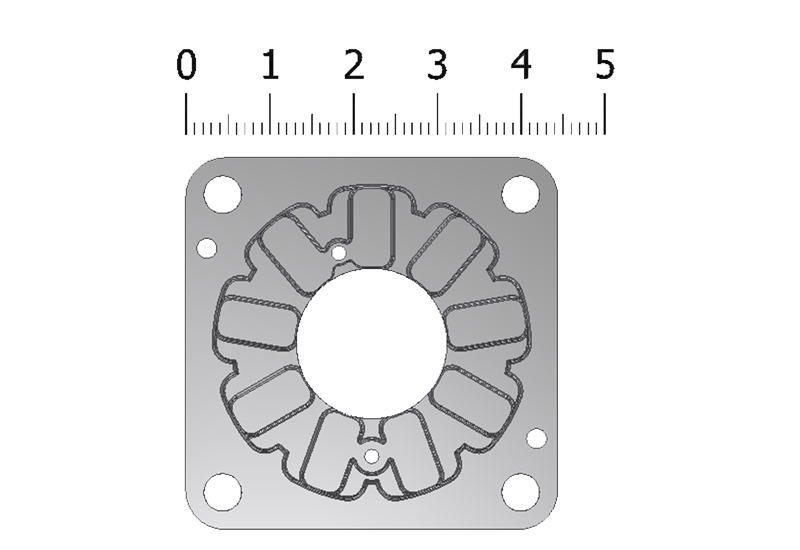
Abmessungen
Zusammen mit unseren erfahrenen Ingenieuren begleiten wir das Bauteildesign
unserer Kunden von Beginn an um das volle Potential von AM auszuschöpfen. Im Fokus liegen hier kleine bis mittlere Bauteile, da mit der Bauteilgröße in der Regel auch die Schwankung der Bauteilmaße zunimmt.
Deshalb hat sich MIMplus Technologies auf die Herstellung von Teilen mit einem
Durchschnittsgewicht zwischen 0,01 und 50 g spezialisiert, wobei auch größere Komponenten grundsätzlich möglich sind. Maximal fertigt MIMplus aktuell Bauteile mit einem Gewicht von ~100 g.
Allgemeine Toleranzen
Die stark bauteil- und werkstoffabhängigen Toleranzen werden von unseren Experten gemeinsam mit Ihnen ermittelt. Durch eine frühzeitige Berücksichtigung von AM als Fertigungsverfahren kann eine optimale Bauteilauslegung erfolgen und Toleranzen können minimiert werden. Die folgenden geometrischen Richtlinien sind die wichtigsten Kriterien für eine erfolgreiche Fertigung von AM-Bauteilen und sollten möglichst früh im Bauteildesign berücksichtigt werden. Eine gezielte Umsetzung ermöglicht Nacharbeit zu reduzieren oder zusätzliche Kalibrierschritte zu vermeiden und so die Kosten zu optimieren.
|
Nennmaß / mm |
Toleranz / mm |
|
< 3 |
±0,05 |
|
3 – 6 |
± 0,06 |
|
6 – 15 |
± 0,075 |
|
15 – 30 |
± 0,15 |
|
30 – 60 |
± 0,25 |
|
> 60 |
± 0,5% des Nennmaßes |
Die folgenden geometrischen Richtlinien sind die wichtigsten Kriterien für eine erfolgreiche Fertigung von MIM-Bauteilen und sollten möglichst früh im Bauteildesign berücksichtigt werden. Eine gezielte Umsetzung ermöglicht Nacharbeit zu reduzieren oder zusätzliche Kalibrierschritte zu vermeiden und so die Stückkosten zu optimieren:
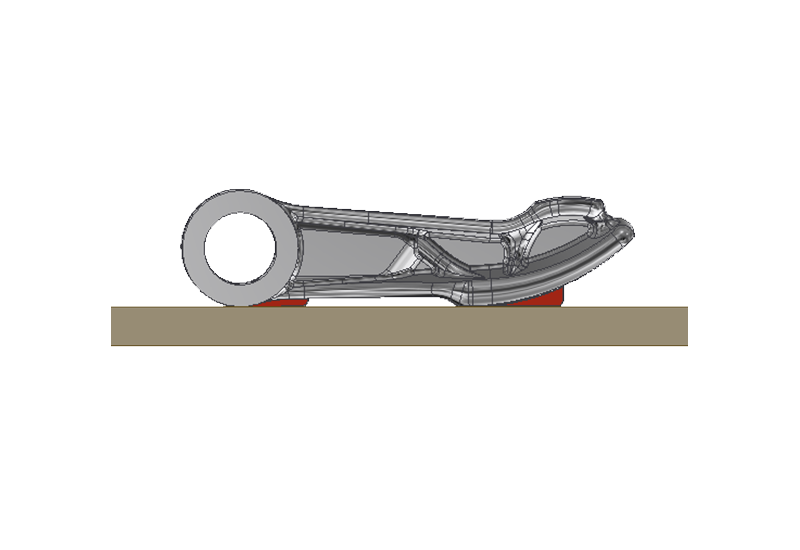
Auflagefläche
Analog zu unseren MIM Bauteilen müssen während des Entbinderns und des Sinterns auch AM Teile auf eine keramische Sinterunterlage aufgelegt werden. Um eine Deformation der Bauteile während dieser Fertigungsschritte zu verhindern, sollten Bauteile möglichst eine plane Auflagefläche besitzen. Lässt sich dies beim Bauteildesign nicht sinnvoll realisieren, so besitzen unsere Experten einen umfangreichen Erfahrungsschatz durch geschickte Auflagevarianten oder sehr einfach entfernbare Stützen auch diese Bauteile verzugsfrei zu sintern.
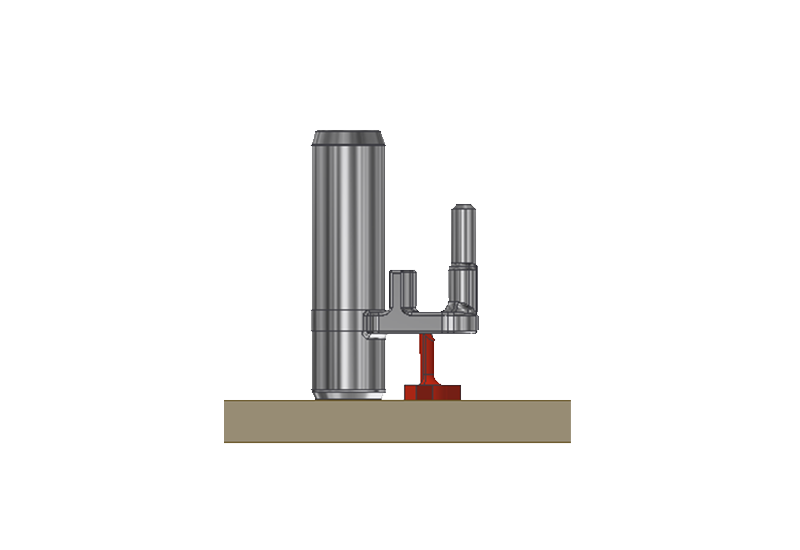
Stützstrukturen
Neben der Anforderung Verzug zu verhindern oder zu minimieren, ist auch ein stabiler Stand der Bauteile möglich. Bauteile die beim Transport zum Umfallen neigen, können durch Stützen stabilisiert werden.
Weiterhin kann eine geschickte Werkstoffwahl eine nicht ideale Auflagemöglichkeit kompensieren.
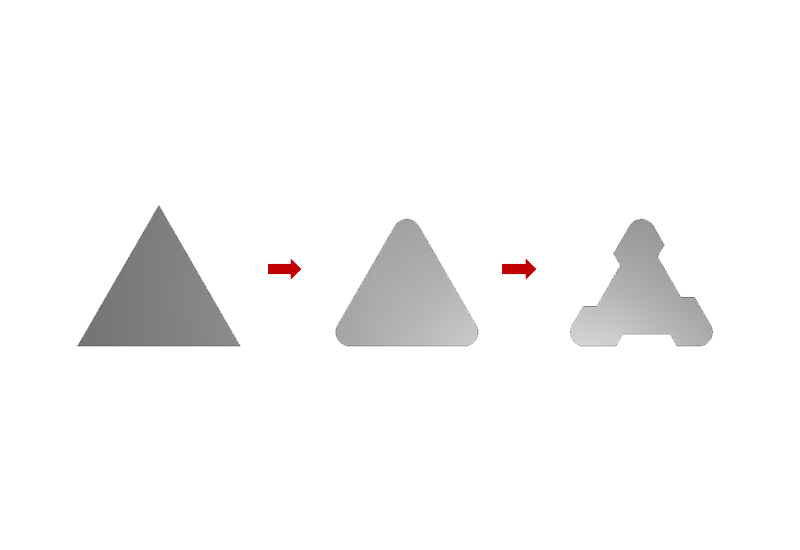
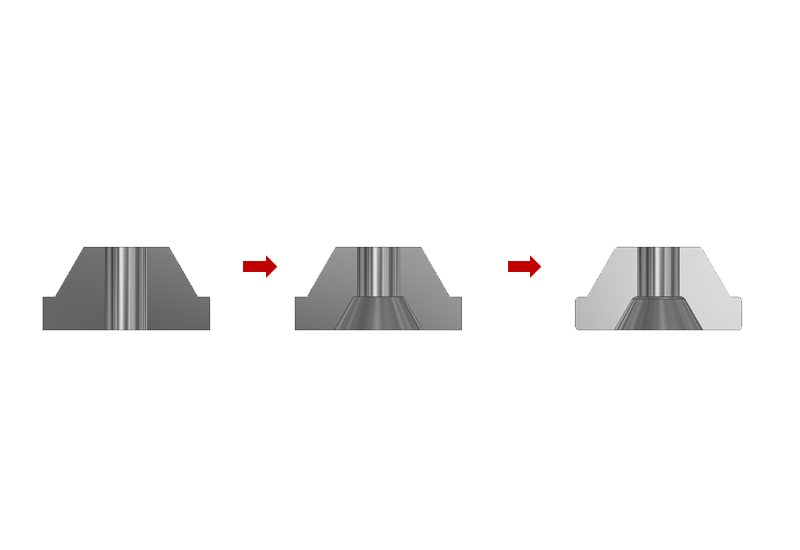
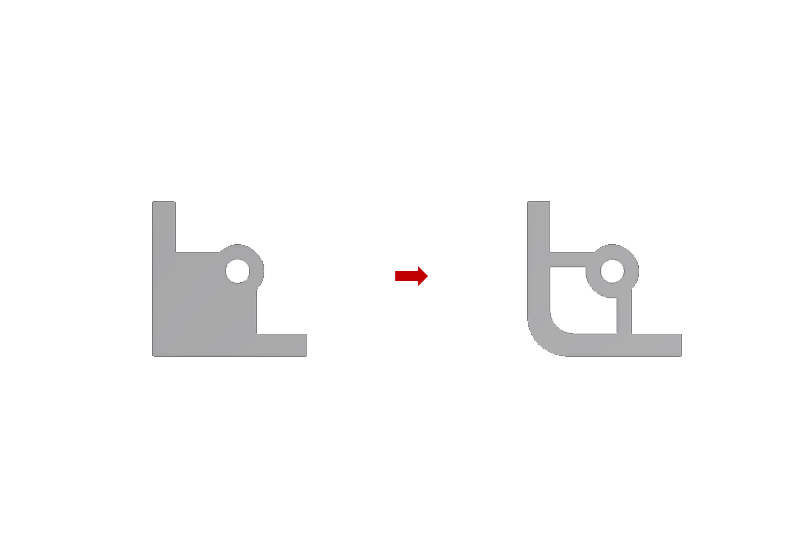
 Wandstärkenverteilung
Wandstärkenverteilung
Konstante und gleichmäßige Wandstärken ermöglichen ein Höchstmaß an Maßhaltigkeit und Reproduzierbarkeit. Dies ermöglicht es, das Gewicht des Bauteils deutlich zu reduzieren und Rohstoffe zu sparen, was sich direkt auch auf die Bauteilkosten auswirkt.
Neben einer Materialersparnis kann hierdurch auch die Gefahr von Lunkern, Einfallstellen und Verzug nach dem Sintern deutlich reduziert werden. Die gleichmäßige Wandstärke ermöglicht einen gleichmäßigen Bauteilschrumpf über das gesamte Bauteil und hilft somit die zuvor genannten Problematiken zu beherrschen. Auskernungen sind auch beliebte Lösungen um Materialanhäufungen zu vermeiden.
Materialquerschnitt
Die minimal mögliche Wandstärke eines MIM-Bauteils bewegt sich im Bereich von 0,3 – 0,5 mm. Maximal sollten Materialquerschnitte von > 5 mm vermieden werden.
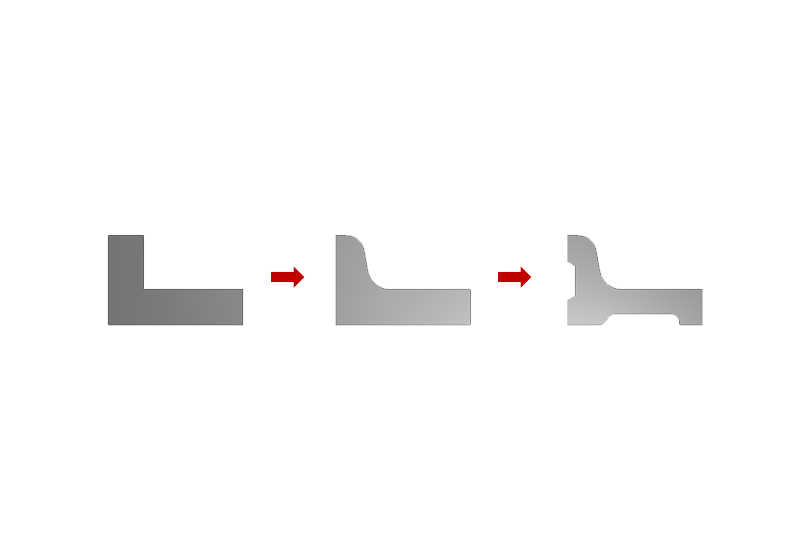
Übergänge
Generell sind abgerundete Kanten scharf geformten Kanten vorzuziehen. Dies wirkt sich aufgrund der reduzierten Kerbwirkung positiv auf die mechanischen Eigenschaften des Grünlings und des Sinterteils aus.