
 Great freedom in design
Great freedom in design
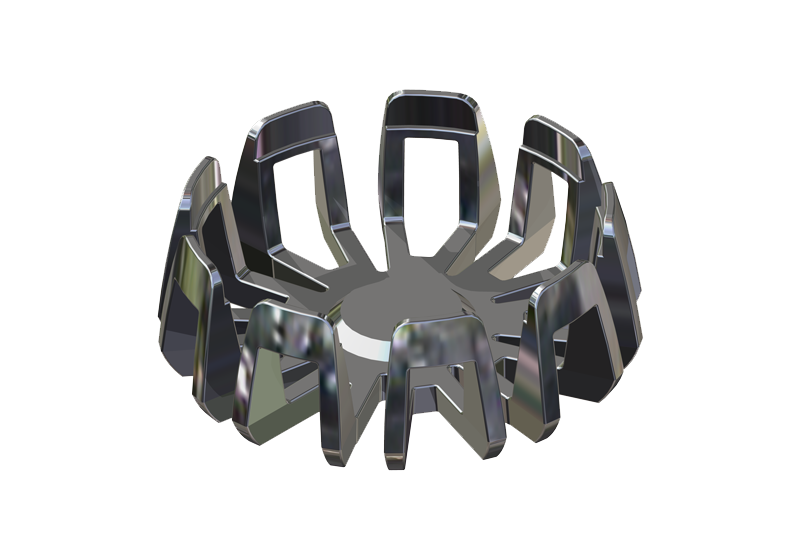
The MIM process offers a design freedom known from the plastics industry. Drill holes, threads or labels, such as logotypes, can be easily integrated into the MIM tool and enable near-net-shape parts directly out of the tool. Entire assemblies, which until now could only be produced by the assembly of several components, can be produced in a single process using MIM technology.
 Excellent material properties
Excellent material properties
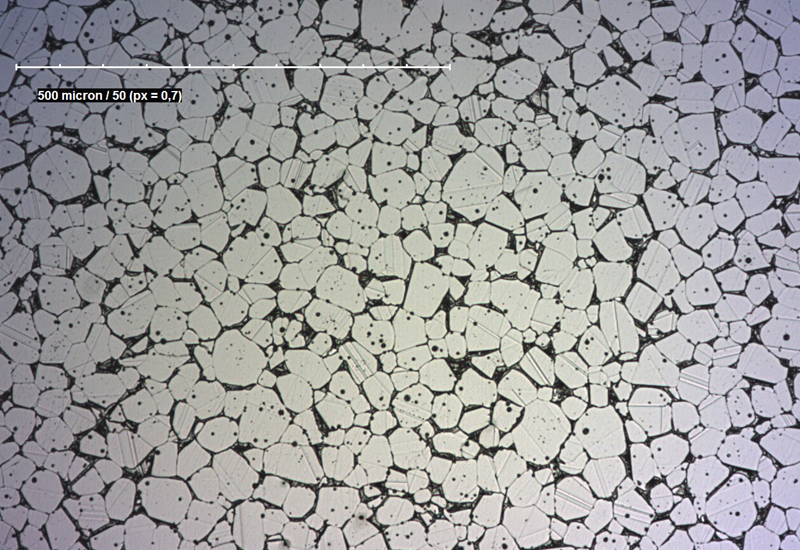
Sintered MIM components have a homogeneous structure with densities > 97% and are free of residual stress. The density of the parts is homogeneous and gradient-free in contrast to sintered parts from press sintering process. The mechanical properties are well comparable to those of the rolled material.
 High surface quality
High surface quality
The surface roughness of MIM parts is better than that of fine castings. A roughness of Ra = 4 µm is easily achievable without additional grinding or polishing steps. In case there is a need for higher surfaces qualities, post-processes such as grinding, vibratory grinding and polishing can be applied. An even high-gloss surface can be realized on the poreless surface of MIM components.
 Tight tolerances
Tight tolerances
The MIM process simultaneously enables tight tolerances when maintaining an excellent reproducibility. The minimum tolerances are ± 0.05 mm for geometries that are < 3 mm. For larger parts (> 60 mm), the rule of thumb for the tolerance is 0.5 % of the nominal dimension.
 Available materials
Available materials
A wide range of materials is available for the metal injection molding process. Almost every alloy available as a powder can be processed. MIM technology is particularly beneficial for difficult-to-machine or expensive materials. Standard materials for series production in the portfolio of MIMplus Technologies are stainless steels, low-alloy steels, tool steels, soft-magnetic alloys and also such light metals as titanium. In addition, we offer nickel-base alloys, carbides and copper. Our research and development department focuses on the development of innovative and new MIM materials, which are not yet available. These include permanent magnetic alloys (e.g. NdFeB) or complex composite materials.
 Economical aspects
Economical aspects
As shown in the diagram above, MIM is particularly relevant for components with a high geometrical complexity at a large scale, since this is a tool-related process and the costs for the mold are amortised over the number of produced parts.
This net-shape process is economically very attractive for high-cost materials, as no waste is generated during the molding process. “Green parts” that have been produced during start cycles as well as sprue can be regranulated and reused with no loss of the quality. This makes MIM an environmentally friendly process.